










Gebogene/Gekrümmte Gläser
Gebogene oder gekrümmte Gläser werden als Gestaltungselement im Fassaden- und Innenausbau sowie bei Überkopfverglasungen verwendet. Biegen lassen sich neben Floatglasscheiben auch thermisch vorgespannte Gläser, Verbundgläser und Isoliergläser. Die Herstellung gebogener Verbundgläser mit Bohrungen ist aufgrund der Maßtoleranzen sehr aufwendig und schwierig. Die Formgebung kann grundsätzlich nach den folgend genannten Verfahren erfolgen.
Galerie

Die gläsernen Kegelstümpfe im Besucherzentrum des Joanneumviertels in Graz leiten großzügig Tageslicht in das Untergeschoss (eep Architekten)
Bild: UMJ, Fotograf: N. Lackner, Graz
01|12

Die Glasbrücke der Champalimaud Foundation in Lissabon (Charles Correa Associates)
Bild: Bellapart, Olot
02|12

Mehrere hundert Meter langer Verbindungsgang auf der Messe Düsseldorf (1969/197), Architekt: Heinz Wilke
Bild: Y. Kavermann, Berlin
03|12

Wellenförmig gebogene Scheiben an der Casa da Musica in Porto (OMA - Office for Metropolitan Architecture)
Bild: Y. Kavermann, Berlin
04|12


Fassadenausschnitt des Portobello Wohnhochhauses in Düsseldorf (2003), Architekten: Döring Dahmen Joeressen Architekten
Bild: Y. Kavermann, Berlin
06|12

Gebogenes Isolierglas an der Fassade der Elbphilharmonie in Hamburg (Herzog & de Meuron)
Bild: Sonja Malm, Stuttgart
07|12



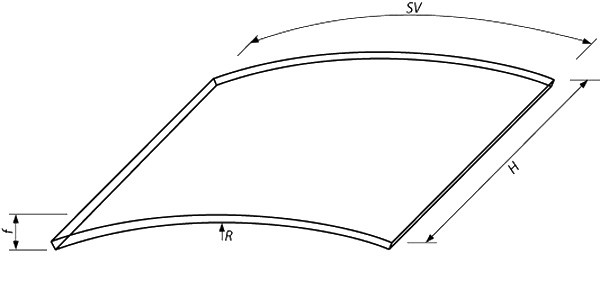
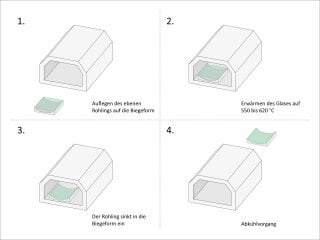
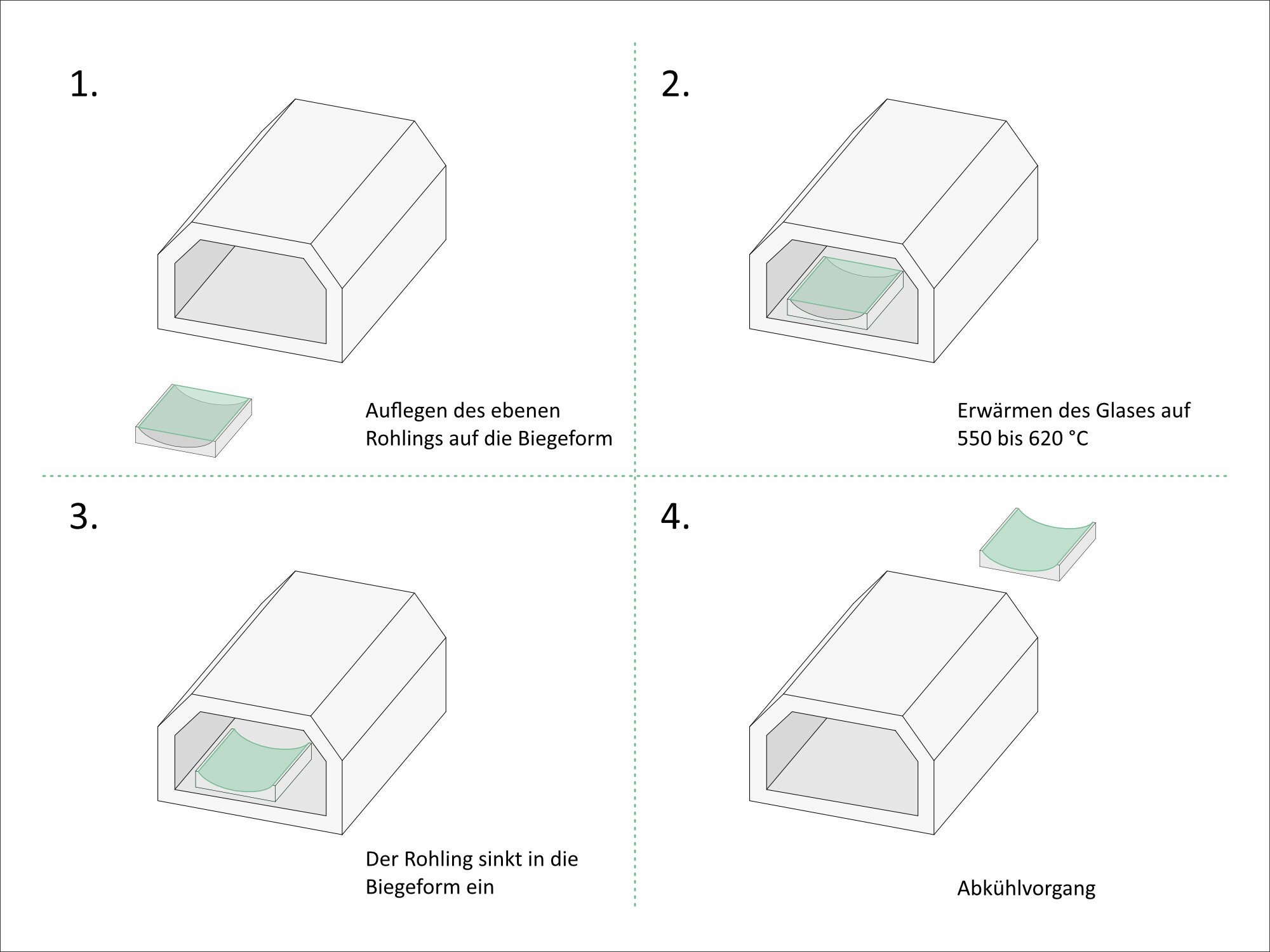
Schwerkraftbiegen
Das flache Glas wird im Ofen über
einer Form erhitzt. Nachdem sich das Glas durch sein Eigengewicht
in die Form gesenkt hat, wird der Ofen kontrolliert abgekühlt,
wodurch thermische Eigenspannungen minimiert werden. Dieses
Verfahren eignet sich auch für Verbundsicherheitsgläser, da hier
die Scheiben paarweise unter Verwendung spezieller Trennmittel
gebogen werden können. Sofern der Krümmungsradius R über 2,00 m
beträgt, können von speziellen Veredelungsbetrieben vorgespannte
Gläser mit einer Dicke von 5 mm bis 19 mm bis zu einer maximalen
Bogenhöhe f von 700 mm hergestellt werden. Bis zu einer Kantenlänge
von H = 2,10 m sind Abwicklungslängen von SV = 3,40 m zu
erreichen.
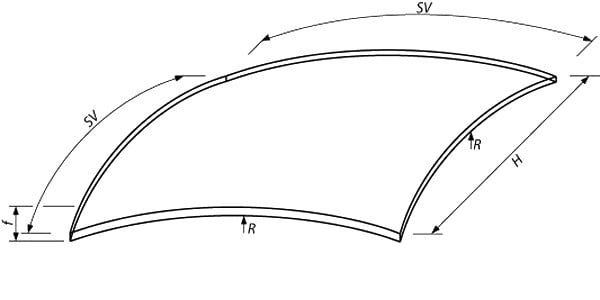
Pressbiegen
Sphärisch gebogene Scheiben für definierte
Abmessungen (z.B. Windschutzscheiben) können im Pressbiegeverfahren
hergestellt werden. Das Glas wird auf Rollen durch einen Ofen
transportiert und anschließend im noch heißen Zustand durch einen
Pressvorgang mit einem zweiteiligen Stempel, bestehend aus Patrize
(Positiv) und Matrize (Negativ) geformt. Sphärisch gebogene Gläser
für das Bauwesen werden auch mit speziellen Formen oder auf Kissen
hergestellt. In diesem Verfahren ist die Herstellung von Gläsern
bis zu einer Stärke von 8 mm mit Krümmungsradien über 450 mm bis
hin zu einer Stichhöhe 200 mm möglich. Der Kleinstradius für
vorgespannte Gläser beträgt R ca. 200 mm. Bei gebogenem Floatglas kann
bei einer Abwicklungslänge von SV = 3,80 m und einer Kantenlänge H
= 2,50 mm eine maximale Stichhöhe von bis zu 800 mm erreicht
werden. Sie können zu Verbund- oder Isoliergläsern
weiterverarbeitet werden. Die Untergrenze für den Krümmungsradius
von Floatglas beträgt etwa 50 mm.
Eine abgewandelte Form des Pressbiegens wird bei der Herstellung
von gebogenem thermisch vorgespanntem Glas angewendet, bei welchem
nach der Erhitzung der Glasscheiben die Förderrollen im
Abkühlbereich zylindrisch verformt werden und während des
Abkühlvorgangs das Glas zwischen den Rollen stetig bewegt wird.
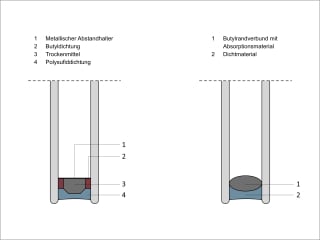
Laminationsbiegen
Beim Laminationsbiegen
wird das eigentliche Glas nicht durch einen thermischen Prozess
verformt, sondern das Verbundglas durch den Laminationsprozess gebogen.
Hierzu werden die geschichteten, aber noch nicht verbundenen
Glasscheiben im Autoklaven, einem gaßdicht verschließbaren
Druckbehälter, in eine Form gezwängt. Der Verbund wird anschließend
in dieser Form erzeugt, wodurch sich die Steifigkeit des
Gesamtquerschnitts erhöht. Nach Herstellung des Verbunds wird die
Form entfernt und es kommt zu einer gewissen elastischen
Rückfederung und einem zeitlich verzögerten Rückkriechen, welches
durch die viskoelastischen Eigenschaften der Zwischenschichten
bedingt wird. Hierbei ist darauf zu achten, dass die Verbundfolie
eine ausreichende Steifigkeit bis zum Ende der geplanten Lebenszeit
des Verbundglases unter den zu erwartenden Temperaturbedingungen
aufweist. Geeignete Zwischenmaterialien sind beispielsweise
Ionoplaste (SGP-Folie) oder EVA-Folien; konventionelles PVB
hingegen ist nicht geeignet. Durch das Laminationsbiegen im Glas
erzeugte Eigenspannungszustände sind in der Bemessung zu
berücksichtigen.
Kaltbiegen (Montagebiegen)
Beim Kaltbiegen bzw.
Montagebiegen werden die zunächst ebenen Verglasungen durch Zwängen
in eine gekrümmte Unterkonstruktion geformt. Die Formgebung wird
dabei über eine dauerhafte mechanische Fixierung der Verglasung
aufrechterhalten, wobei die durch die Verglasung eingeleiteten
Rückstellkräfte in die Unterkonstruktion in der Bemessung
berücksichtigt werden müssen. Die zulässige Biegegeometrie ist
dabei von der in der Verglasung dauerhaft erzeugten Eigenspannung
abhängig. Bedingt durch die viskoelastischen Eigenschaften der
Verbundfolie ist bei Verwendung von Verbund- bzw. Verbundsicherheitsglas während der Montage die
Steifigkeit der Folie zu berücksichtigen und der Montageprozess
dementsprechend hinsichtlich der Geschwindigkeit, mit welcher die
Verglasung in die Unterkonstruktion gezwängt wird, anzupassen.
Biegen während des thermischen Vorspannprozesses
Mittlerweile können auch zylindrisch gebogene Verglasungen aus
thermisch vorgespannten Gläsern hergestellt werden. Einige
Glasveredler verfügen über allgemeine bauaufsichtliche Zulassungen
für thermisch gebogenes Einscheibensicherheitsglas. Der
Produktionsprozess ähnelt dem von ebenen
Einscheibensicherheitsglas, sodass das Glas zunächst im Ofenbereich
oberhalb der Transformationstemperatur aufgeheizt wird
und anschließend in den Abkühlbereich gefahren wird, in welchem
auch die eigentliche Biegeeinrichtung integriert ist: Hierzu können
die Förderrollen nach Einfahren des heißen Glases im Kühlbereich
der zylindrischen Biegeform angepasst werden; die Abkühlung des
Glases erfolgt dann in oszillierender Bewegung des Glases im
formgebenden Abkühlbereich.