










Bohrungen im Glas
Im Konstruktiven Glasbau werden Scheiben häufig über Bohrungen
innerhalb der Glasfläche befestigt. Aufgrund der hohen lokalen
Beanspruchung dürfen diese punktförmigen Lagerungen nur mit
thermisch vorgespannten Scheiben (ESG, TVG) ausgeführt werden.
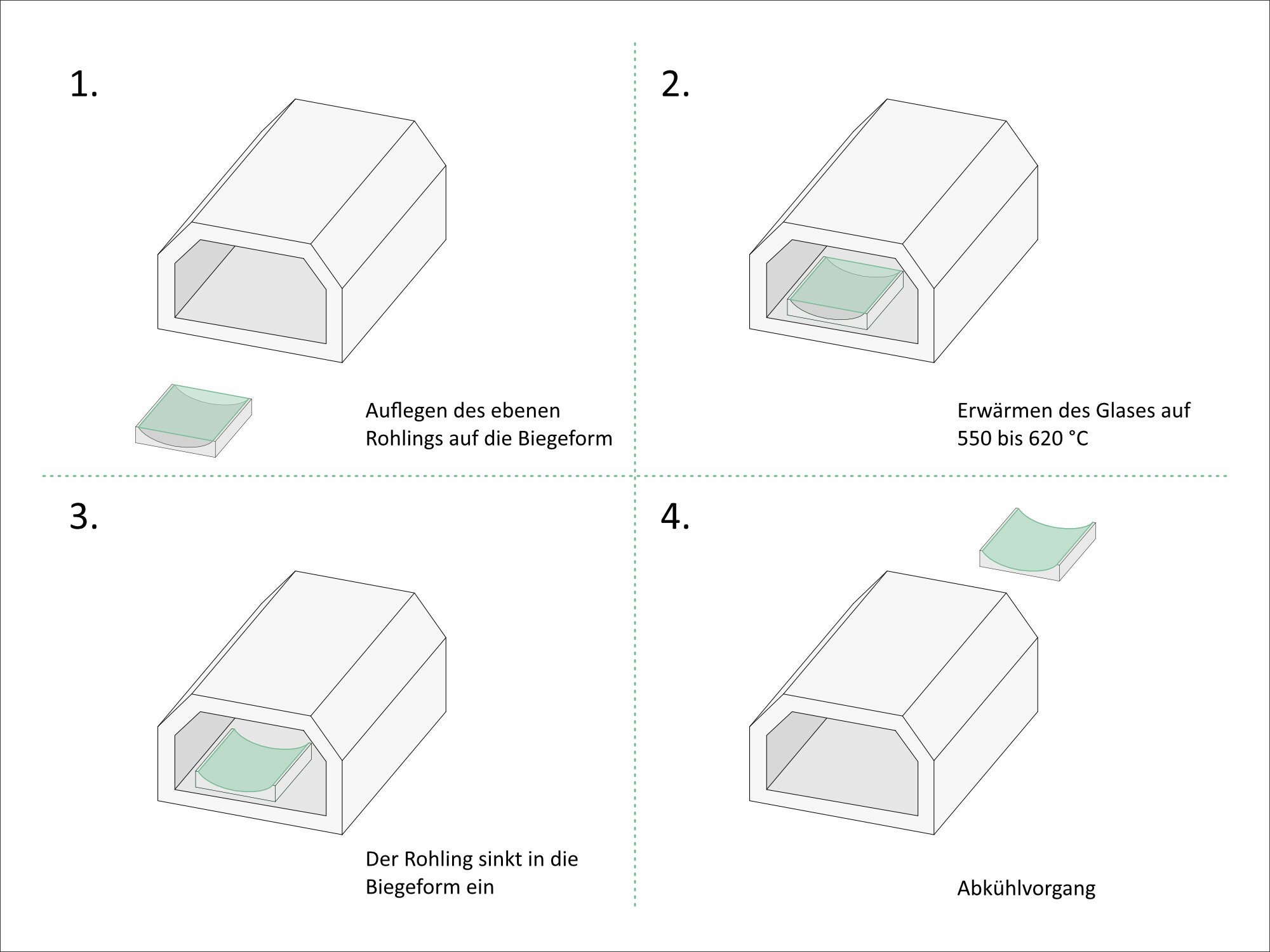
Das Bohren der Scheiben erfolgt, bevor die Scheiben zu thermisch
vorgespanntem Glas weiterverarbeitet werden. Es werden im
Wesentlichen zylindrische und konische Bohrungen ausgeführt, wobei
die Ränder von rechtwinkligen Kanten schräg geschliffen werden, um
später eine möglichst homogene Vorspannung im Bohrungsbereich zu
gewährleisten. Der Durchmesser der Bohrung sollte nicht zu klein
gewählt werden, damit bei dem späteren Vorspannprozess der gesamte
Bohrungsbereich ausreichend angeblasen werden kann und damit eine
hinreichend gleichmäßige Vorspannung im Bohrungsbereich möglich
wird.
Auf jeden Fall sollte der Durchmesser der Bohrung nicht kleiner
als die Glasdicke ausgeführt werden und der Abstand zwischen einem
Bohrloch und der Glaskante sollte mindestens doppelt so groß sein
wie die Dicke des Glases.
Die gängigen Methoden zur Herstellung von Bohrungen in Glas sind
das
- Wasserstrahl- und
- Diamantbohrverfahren
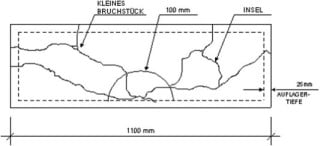
Das Wasserstrahlverfahren wird insbesondere angewendet, um eine komplizierte Bohrungsgeometrie zu schneiden. Bei dem Schneiden mit dem Wasserstrahl kann es jedoch bei unsachgemäßer Anwendung zu größeren Ausbrüchen auf der gegenüberliegenden Scheibenseite kommen. Die Kantenoberfläche zeigt zudem häufig eine stärkere Welligkeit.
Bei der Diamantbohrung erfolgt das Bohren häufig gleichzeitig von beiden Seiten, damit keine unerwünschten Abplatzungen an den Rändern des Bohrloches entstehen. An der Stelle, an der die Bohrer zusammentreffen, bildet sich hierbei technisch bedingt ein mehr oder minder großer Grat, der durch nachträgliches Schleifen entfernt werden muss, um bei Lochleibungsverbindungen eine gleichmäßige Lasteinleitung ohne Spannungsspitzen zu gewährleisten.
Konische Bohrungen werden in der Regel in zwei Arbeitsgängen hergestellt. Aus einer zylindrisch ausgeführten Bohrung wird dabei im weiteren Arbeitsgang der konische Teil ausgefräst. Diese Bohrungen ermöglichen den Einsatz von Punkthaltern, die bündig mit der Glasoberfläche abschließen. Die Tiefe des konischen Teils der Bohrung sollte hierbei nicht größer sein als die halbe Scheibendicke.