










Herstellung von keramischen Fliesen und Platten
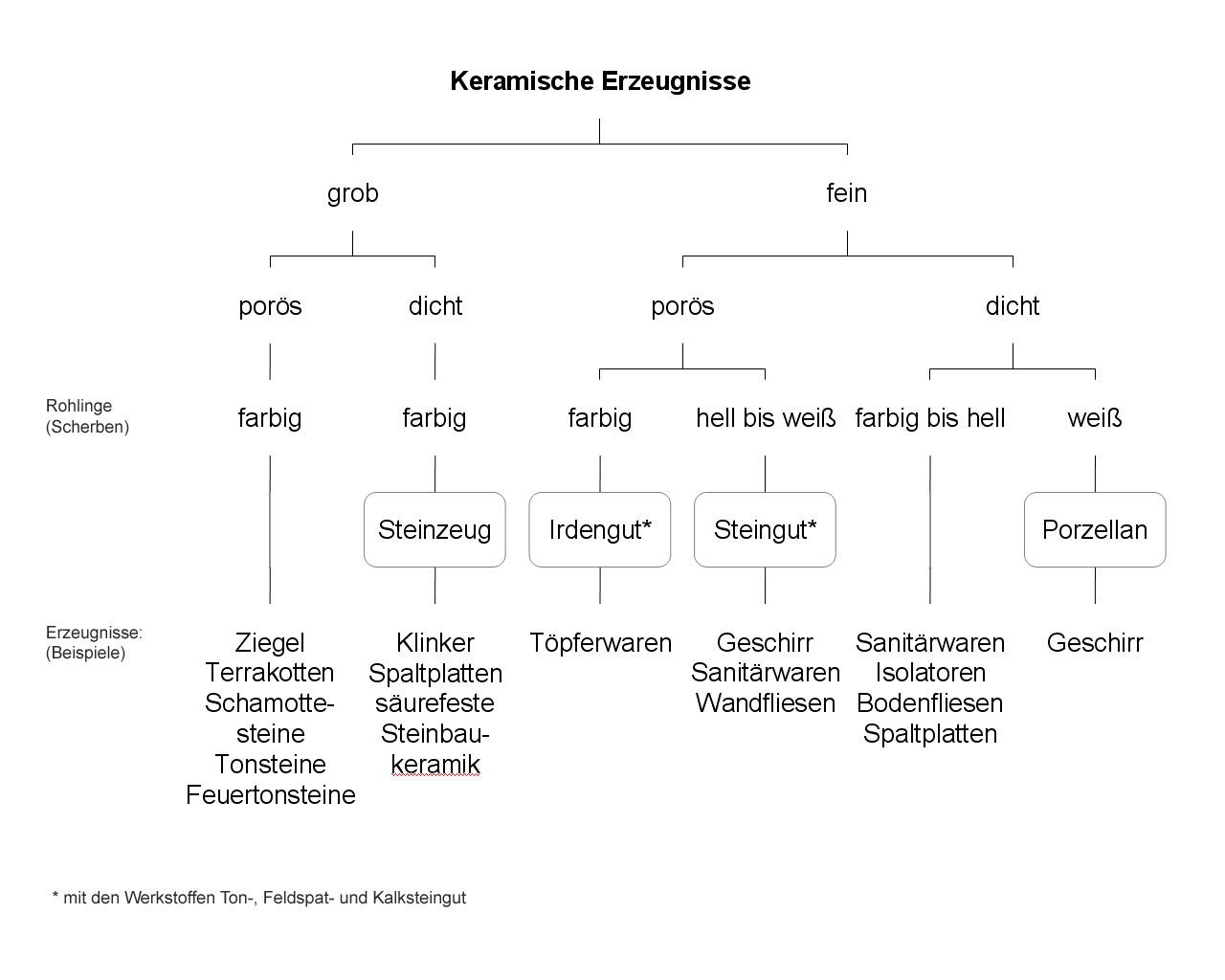
Zu den keramischen Erzeugnissen gehören Platten und Fliesen, also Baustoffe, die für den Belag von Böden und für die Bekleidung von Wänden verwendet werden. Hierbei wird in Feinkeramik (z.B. Steingut, Irdengut und Steinzeug) und in Grobkeramik (z..B. Spaltplatten und -riemchen, Klinker- und Cottoplatten, Formsteine) unterschieden (siehe Bild 1). Feinkeramische Erzeugnisse haben eine Korngröße bis zu 0,2 mm und grobkeramische Massen wiederum haben ein breiteres Körnungsband und können Korngrößen bis zu 5 mm aufweisen. Die wichtigsten Rohstoffe zur Herstellung von keramischen Erzeugnissen sind natürliche Tone, Sand, Feldspat als Flussmittel, Schamotte und Quarzsand als Magerungsmittel, Farbstoffe und andere mineralische Zusätze.
Galerie





Die Herstellung von keramischen Produkten wird im Wesentlichen in vier Schritte unterteilt – die Aufbereitung der Rohstoffe, die Formgebung, das Trocknen und das anschließende Brennen. Maßgebend hierfür ist die DIN EN 14411 Keramische Fliesen und Platten - Begriffe, Klassifizierung, Gütemerkmale und Kennzeichnung, die die genauen Vorgaben zu den technischen, physikalischen und chemischen Eigenschaften für die grundlegende Qualität der keramischen Erzeugnisse vorgibt.
Als erstes müssen die Rohstoffe gemischt werden. Da man den Hauptbestandteil Ton in der Natur niemals so vorfindet, wie man ihn für die Fertigungs- und Herstellungsverfahren benötigt, muss man ihm zusätzliche Rohstoffe nach spezieller Rezeptur beimischen. So wird einer Mischung verschiedener Tone aus natürlichen Vorkommen Quarzsand, Feldspat und Schamotte in unterschiedlichen Mengen zugeführt. Es entsteht eine endgültige Masse, mit der weiter gearbeitet werden kann. Nach der Aufbereitung der Rohstoffe wird das Material in seine eigentliche Form gebracht. Hierbei muss man die keramischen Massen nach ihrem Wassergehalt unterscheiden, denn dieser ist für das jeweilige Formgebungsverfahren erforderlich.
Herstellung und Formgebungsverfahren von Fliesen und
Platten
Massen mit einem Wassergehalt von circa 5 bis 10% werden
trockengepresst, dabei wird eine pulverförmige, feinkörnige Masse
unter hohem Druck in liegende Formen gedrückt (Formgebungsverfahren
B). Beträgt der Wassergehalt etwa 15 bis 25%, wird die plastische
Masse stranggepresst. Mittels einer Strangpresse wird die
plastische Masse zu einem Strang geformt, von dem die Platten in
einer bestimmten Länge abgeschnitten werden Formgebungsverfahren
A). Ab einem Wassergehalt zwischen 26 und 40% wird die Masse in
Formlinge für Platten und Fliesen gegossen (früher
Formgebungsverfahren C genannt, das heute nicht mehr in der EN
14411 aufgenommen ist). Anschließend werden die Fliesen und Platten
getrocknet. Dadurch entweicht das Wasser aus der Masse, und die
Formlinge beginnen zu schwinden. Dabei gilt: Je höher der
Wassergehalt des Materials, desto größer die Schwindung
und je größer die Schwindung desto größer die Abweichungen von den
Werksmaßen. Abschließend müssen die keramischen Erzeugnisse
gebrannt werden.
Galerie
Die am häufigsten eingesetzten Brennaggregate sind Rollen- und Tunnelöfen. Rollenöfen sind ein- oder auch mehretagig. Hier liegen die Fliesenformlinge auf hitzebeständigen, sich gleichmäßig drehenden Rollen und durchlaufen innerhalb kurzer Zeit, in der Regel zwei Stunden, verschiedene Zonen – die Aufheizzone, die Brennzone und die Abkühlzone. In Tunnelöfen wiederum fahren die Fliesenformlinge auf einem schienengebundenen Brennwagen in sehr dichter Reihenfolge durch einen über 100 Meter langen Tunnel. Dieser Vorgang kann bis zu 50 Stunden dauern.
Nach dem Brennvorgang hat sich die keramische Masse weiter verdichtet und das noch enthaltene Wasser wurde ausgetrieben – der keramische Scherben ist entstanden, der in Abhängigkeit von der Brenntemperatur härter und dichter wird. Fliesen oder Platten mit geringer Wasseraufnahme werden bei circa 1.200 °C gebrannt. Steingutfliesen werden beispielsweise zwischen 850 und 1.000 °C gebrannt, da sie eine höhere Wasseraufnahme haben.
Galerie
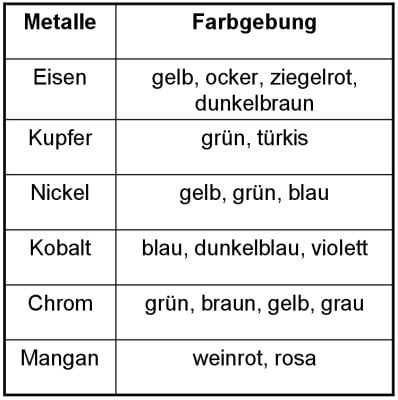
Glasuren werden u.a. aus Quarz, Dolomit und verschiedenen Metalloxiden hergestellt, deren Verbindungen der keramischen Farbgebung dienen. Bei Dekorfliesen können auch mehrere Glasuren nebeneinander und aufeinander vorhanden sein. Außerdem können die Oberflächen gewellt oder profiliert oder eben oder auf andere Weise ausgebildet sein. Nach der Glasur werden die Fliesen und Platten nochmals gebrannt (Zweibrand). Die Rückseiten sind eher schlicht gehalten, da sie lediglich als Kontaktflächen für Verlegemörtel oder -kleber dienen und dort meist mit einer herstellerspezifischen Kennzeichnung versehen sind.






















